
The STEPCRAFT M-Series line of CNC routers is truly one of the most versatile benchtop CNC Systems in the world. They are known for their multifunction flexibility, cutting precision, and accuracy. A ball-screw M-Series machine can hold milling tolerances down to around 0.0005", which is incredible for a machine in this price range. With the recent introduction of the new CUT 50 Plasma Cutter System, a common question that we are getting is, "How accurately will the plasma cutter cut?". There are a few things to talk about to better understand the answer to this question...
A short answer is that the plasma will hold the exact same accuracy as the STEPCRAFT M-Series machine. The CNC Plasma Torch is mounted to the same tool holder as the CNC Milling Spindle, Laser, Drag Knife, or any other attachment, so it stands to reason that you will see the same accuracy. However, the cutting technology of plasma - on any plasma cutting system, not just the STEPCRAFT solution, yields a tolerance that is much less than a typical milling job. It is not uncommon to see accuracy from 0.010" to as much as 0.035" or more depending on several factors.
The purpose of this article is to set realistic expectations for your plasma cutter jobs, especially if you are used to the high accuracy of CNC milling jobs. It is a completely different type of cutting which is extremely useful and very fast, but we want to make sure you understand what to expect so you can plan for it in the design and programming of your jobs.
Why The Accuracy Difference?
What Is Plasma?
Before we can talk about the "why" we need to understand the "how". How does a plasma cutter work? A plasma cutter takes compressed air and passes it through a special nozzle while feeding a high-voltage electric current through the nozzle via an electrode. Then the air and electricity mix in the nozzle they form the fourth state of matter known as plasma. A plasma arc comes out of the tip of the nozzle which looks like a very bright candle flame. 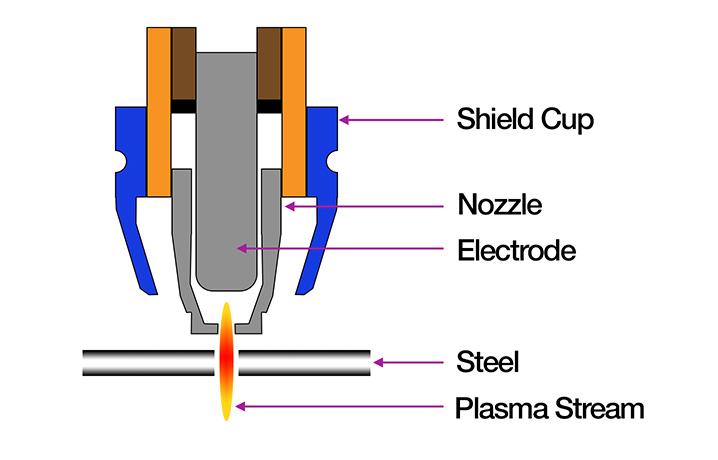
The temperature of this flame is extremely hot and can approach 40,000 degrees Fahrenheit. To put this into perspective, the surface of the sun is said to be around 10,000 degrees Fahrenheit. As this plasma flame comes in contact with metal it begins to melt it away and the compressed air contained within the plasma pushes the molten metal that is removed down into the water table. This process is amazing when you think about it, especially when you see how quickly you can cut steel and stainless steel.
What Can Affect Accuracy?
A couple of things happen that can affect the accuracy of your projects when plasma cutting. The first of which is the speed at that you run the plasma flame through your material. As with CNC routing, there is an optimal speed setting for every type of material and for every thickness. Working in conjunction with the speed that you are cutting, is the amount of current that you putting into that plasma cut. Think of it like feeds and speeds with a router. If you run a high amount of current but do not move the plasma torch fast enough you will overheat your material. The same applies if you run a CNC router bit at a high RPM but do not move it fast enough, you run the risk of overheating the bit and burning the wood or melting the plastic you might be cutting. Running too much current and not a fast enough feed rate can cause the kerf, or material being removed, to be larger than you might have your job programmed for, yielding a cut that is smaller or more "inside the line" than what you expect.
Understanding Cut Width (Kerf) And What Affects It
A standard kerf (or cut width) of the STEPCRAFT Cut 50 Plasma torch is around .06". Again think of it like using a .06" or 1/16" end mill. That means your cut width or Kerf should be .06". If you run too slow or with too much power, you will see a cut width that is greater than .06" because you are melting an excessive amount of metal away as the torch moves through the material. This can cause an accuracy issue that is worse than you planned for.

Another factor that can affect accuracy is having bad consumables. As the plasma is passing through the tip of the nozzle on the torch, it slowly wears away at the hole diameter in the tip of the nozzle. Since this hole represents the cutting width of the plasma torch, you will start to expect a kerf that is greater than .06". If you use a worn tip that is measuring a cut width of .08" then you are automatically going to be .020" off in accuracy compared to what you programmed your job for. This is why the tips of the nozzle are considered consumables and should be inspected and changed regularly depending on how much cutting you do.
Understanding The Plasma Arc (or "Flame")
Unlike an end mill that measures 1/4" throughout the entire cutting surface, a plasma arc has more of a candle "flame" shape to it. It is more oval-like. So where the sides of that flame make contact with your work material will have an effect on not only the edge quality but on the cut width as well. If a given material type and thickness requires a cut height (distance between the nozzle tip and top of the material) of .125" then the side of the arc will contact the material in the correct spot where it has the straightest profile. If you run your cut height too high, then you will cut more towards the tip of the arc where the profile will be more rounded and the cut width could be less than you are expecting. You can usually tell if your cut height is too high because you will get dross or slag on the top surface of your project.
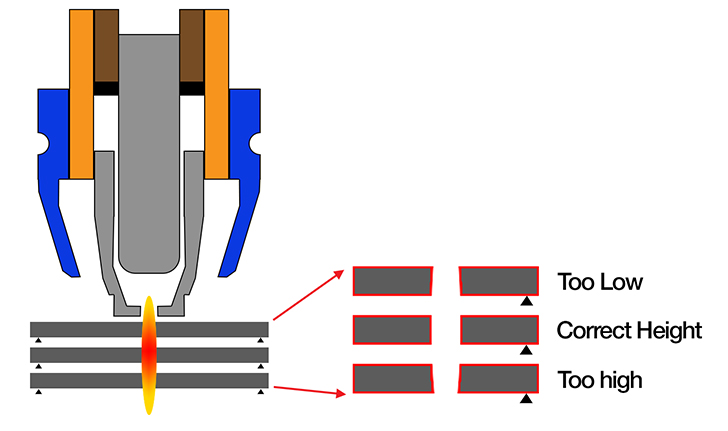
If your cut height is too low then you will cut with the top part of the arc and this can cause premature wear of the torch nozzle tip and molten steel can blow back onto the tip which will make the hole larger prematurely.
It is not possible to keep the consistency perfectly even on all thicknesses and types of metal but you do have a little tolerance to work within where you will still get a good, clean cut that is within your expected accuracy range. It is best to avoid trying to cut metal sheets that are very warped because you will have no control over the cut height as the torch passes over severely bent areas of the metal.
Expected Accuracy Range And Cut Quality
When you are using the correct feed rate and power for a given material you should have no issues expecting a nice straight cut with minimal dross and a consistent cut width. Keep in mind, however, that a plasma arc is not perfectly cylindrical like an end mill, and no matter how good, or expensive the machine, you will always have some level of taper on the cut edge of your material. This will become more noticeable the thicker the material you run. When the settings are good and your consumables are good you will see minimal taper, but as shown in the illustration above, a cut height that is too high or too low will result in an excessive taper on your cut edges.
Getting Real - Set Your Expectations
If you have a STEPCRAFT M-Series CNC or are looking to get one but also have the desire to cut steel projects as well, there is now a very good solution with the CUT 50 Plasma Cutter System. You will have the best of all worlds, being able to cut precision projects with the CNC router and cutting high-quality steel projects. Don't let all this talk about tolerances and accuracy discourage you. In fact, you should let it set your mind in motion and get excited about all the projects that can now be within your reach. The main thing is that you think with a little wider accuracy range in mind and you will be more than happy. For example, don't plan a project where you CNC mill a pocket out of wood for an inlay and then expect to plasma cut steel for a perfect fit inlay because the chances are that, while it may fit, it will not be 100% perfect.
However, if you want to make some steel signs or artwork, maybe you have a Jeep and want to make some cool off-road parts - then you are going to love plasma cutting. Do you like welding? If so, then there are an endless number of projects you can make with a plasma cutter that you would weld together. In cases where you are using tabs and slots to align parts, just give yourself a little extra tolerance on the fit between the two because even if the fit is really loose, you are going to weld the project together so the loose fit will not matter. Remember it is always better with plasma cutting to be a little loose on your fit than too tight because making slots wider after you pull the parts off the machine is a lot more difficult.
You can go to sites like Etsy.com or Pinterest.com and search for Plasma projects and you will see an endless amount of ideas that can get your mind going and you will soon start to see a whole new world of possibilities that you could never get with a CNC router by itself.
For more information on the STEPCRAFT CUT 50 Plasma Cutter System, please visit www.stepcraft.us/plasma or call us at 203-556-1856.
Below are some examples of ideas I found on Pinterest so you can see what you can do with a CNC Plasma Cutter



Plasma Cutting Accuracy - What Can I Expect?